Chemicial threadlocking precote® and Scotchgrip 3M®
The preliminary coatings used in bonding contain micro- encapsulated, adhesive components in the coating to be applied. After drying, a non-sticky, dry film with product- specific coloration is then formed, which is immediately ready to use. The screw threads thus threated, develops the required protection and sealing characteristics after the pre-applied screw is screwed into the nut or specific component.
A differentiation is made between reactive and non- reactive adhesives.
Reactive adhesives (precote® 30, 80, 85, Scotchgrip 3M®) consist of 2 components. Acrylate and epoxy base for threadlocking and sealing.
Non-reactive adhesives (precote® 4, 5, 6, 9, 10-1, 19-2) are on an acrylate and polyamide base for threadlocking and sealing, too.

Function description
Reactive adhesives
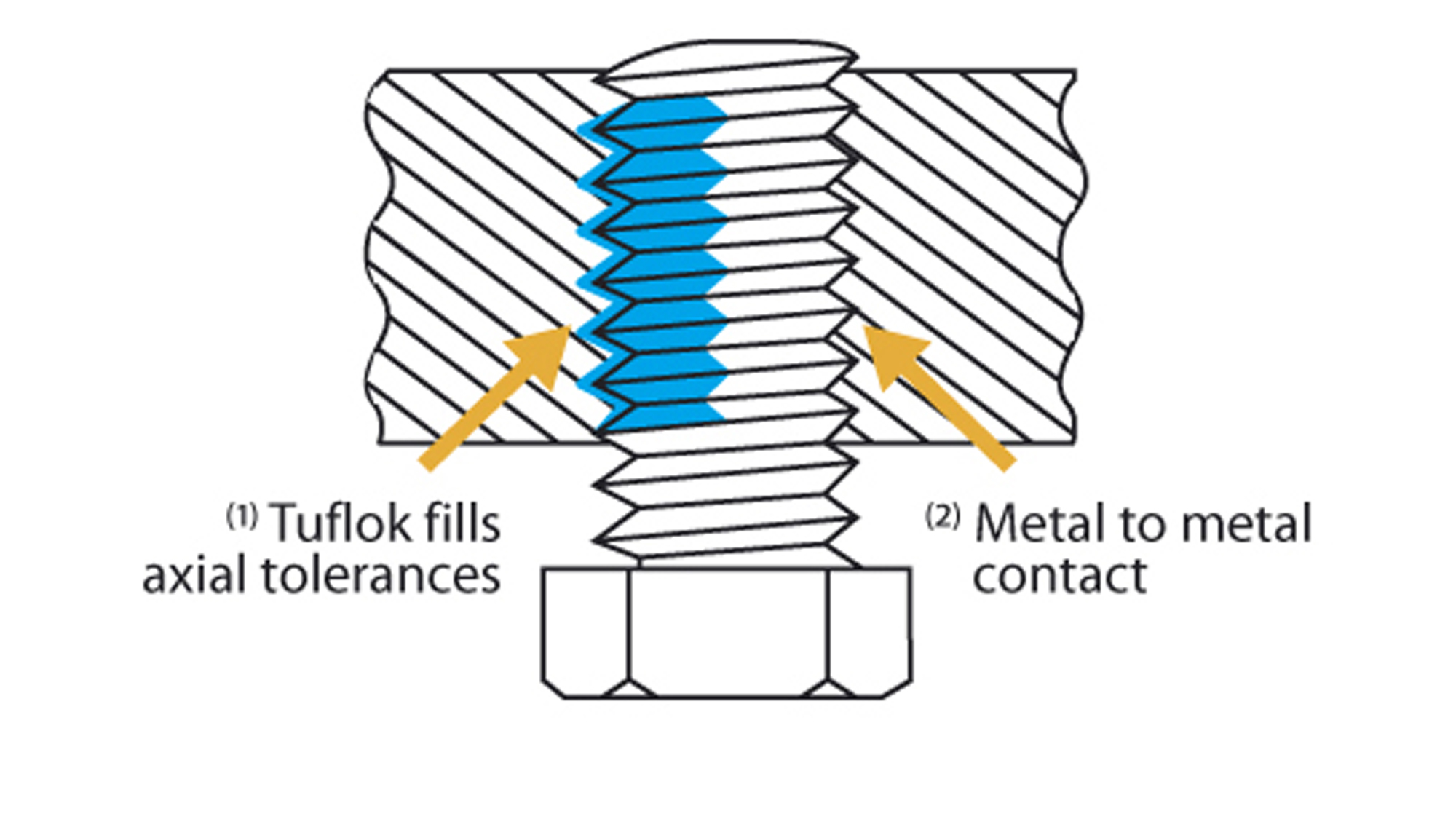
While screwing, the microencapsulated capsules break apart, the adhesive harden and it generates the screw- thread-securing 2-component connection with high adhesive force. As a result of this, the screw threads bond to each other and thus form reliable protection and sealing characteristics.Non-reactive adhesives
A thin sealing film is applied on a specified area of the bolt surface. The coating is non-toxic, immediately usable and safe to handle. After screwing into the internal thread, a compressive force develops which generates a sealing effect against liquids, oils and gases.Characteristics
